Optimize Industrial Fire Suppression Systems in Australia
Quick Answer: Industrial plants can cut fire risk and downtime by tuning detection, suppression, water or gas agent choice, zoning, and inspection routines. Kord Fire Protection helps manufacturers in Australia align systems with real hazards, asset layouts, and compliance expectations, so the right system actuates fast, every time, without drama.
In industrial settings, industrial fire suppression systems do more than “put out fires.” They protect people, keep production lines moving, and help facilities survive the day a spark decides to audition for the wrong role. However, a system is only as good as its fit for the plant. Therefore, optimizing fire protection means understanding hazard types, plant geometry, process risks, and maintenance realities. Near the start of that process, many teams benefit from reviewing broader fire protection services and a dedicated fire suppression approach so the strategy reflects the site as it actually operates. And that is exactly where Kord Fire Protection can become a vital partner, turning a static installation into an actively managed safety capability across industrial, retail, commercial, and facilities operations in Australia.

1. Map hazards, then size the protection
First, plant teams should identify what can ignite, how quickly it can grow, and how fire will spread. For example, a welding bay behaves differently than a solvent storage area, and electrical switchgear fails on its own timeline. Consequently, optimization starts with a hazard map that links process zones to the most likely fire scenarios.
Next, the team should verify coverage assumptions. Do ceiling heights, obstructions, and ventilation patterns block the agent? Are racks and ducts interfering with flow paths? In many manufacturing plants, the “as designed” layout drifts over time, because people move equipment. So, the most effective teams update suppression design inputs during operational reviews, not only during commissioning.
A small, light joke keeps morale up: if the plan looks perfect on day one, it is probably missing the forklift schedule. Then again, that forklift is usually the only thing moving reliably. So, the hazard map must reflect how the plant actually runs.
Why real world mapping matters
A hazard review should not stop at labels on a drawing. It should capture stored materials, temporary processes, hot work routines, housekeeping quality, and the awkward corners where risk likes to hide. A neat plan on paper can still miss the cable tray over a machine, the pallet stack by a wall, or the maintenance zone that quietly became permanent six months ago.
2. Choose agents and systems that match the fuel and the scene
Once hazards are mapped, the next step is selecting the right industrial fire suppression systems approach for the risk profile. Different agents perform differently, and “one size fits all” becomes a comedy sketch with expensive punchlines.
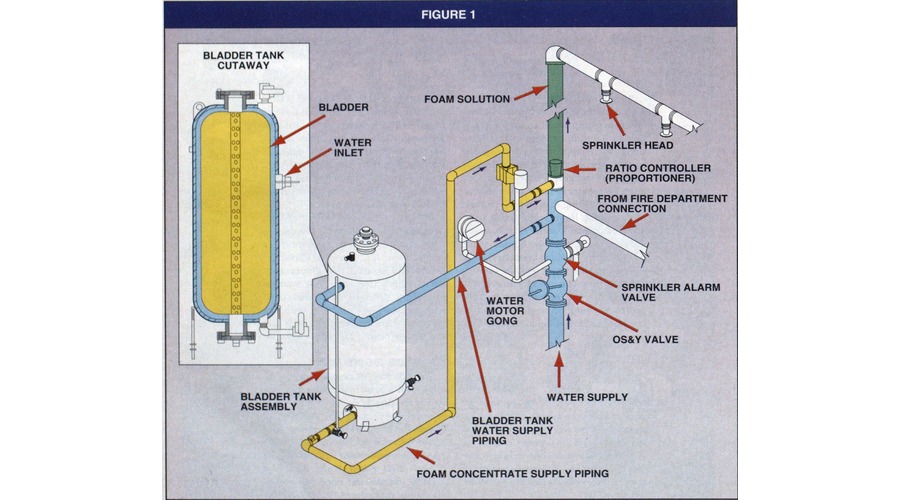
For flammable liquids and certain equipment risks, foam or specialized agents may control fire spread better than plain water. For sensitive areas, inert gas systems can protect assets without leaving messy residue that disrupts operations. Meanwhile, water based systems can work well where cooling and wetting fuels matter most, provided the design accounts for discharge density and obstruction rules.
Furthermore, industrial manufacturing plants often include mixed uses: production lines, maintenance areas, packaging, and sometimes retail or office spaces nearby. Therefore, optimization should avoid shortcuts that leave one area overprotected and another underprotected. A good design balances fire control goals with operational needs, like reducing post event cleanup.
Where liquid fuel hazards are present, teams may also want to study a more specific approach such as a foam fire suppression system. That kind of contextual planning helps avoid treating every area as if it behaves exactly the same, because industrial sites rarely get that cooperative.

3. Why zoning and layout details change outcomes
Even strong design calculations can underperform if zoning and layouts do not match the real airflow and movement patterns of fire and smoke. As a result, the optimization process should focus on where and how agents release, and how quickly detection triggers a response.
During reviews, teams should check that zones align with hazards and do not create unnecessary cross coverage. For example, a release strategy that spreads agent into areas with high ventilation can dilute effectiveness. Similarly, interlocking systems should reflect actual process shut downs, because a suppression discharge without controlled power or fuel risks becomes a restart nightmare.
Also, ductwork and overhead obstructions deserve attention. Smoke and heat travel differently than the textbooks suggest, especially in plants with fans, extraction systems, and seasonal changes. Consequently, optimization includes practical walkthroughs that confirm nozzle locations, pipe routing, and agent distribution paths.
That is where Kord Fire Protection can add value: they help facilities connect system design logic to how people and machinery behave on the floor, rather than treating the plant like a static museum exhibit.
Layout drift is real
Industrial sites evolve one “temporary” change at a time. A partition goes up, a rack grows taller, a machine shifts two metres, and suddenly the discharge pattern is less than ideal. Optimization is partly about staying humble enough to admit the plant of today may no longer match the plant shown in the original documents.
4. Detection, actuation, and response time: the real speed test
Optimization improves outcomes when detection and actuation work together like a well rehearsed crew. First, facilities should evaluate detection type and placement based on heat release, smoke characteristics, and ceiling conditions. Then, they should confirm that the control panel logic supports the intended sequence, including any delays, alarms, and shutdown interlocks.
In industrial manufacturing plants, response time matters because fire grows faster than most people think. Additionally, nuisance activations can train staff to ignore alarms, which is the exact opposite of what a safety system should do. So, teams must balance sensitivity with practical stability.
To avoid surprises, the facility should also validate that water supplies, gas cylinder banks, or agent reservoirs can deliver the required performance within the time window. Pressure drops, valve condition, and flow test results often reveal issues that drawings cannot show.
And yes, sometimes the system works perfectly and the problem is a temporary plant modification nobody documented. That is why controlled change management matters, and why ongoing support from an experienced partner can protect both people and budgets.

5. Maintenance and testing that actually fit production schedules
Industrial environments demand maintenance that supports uptime. Therefore, optimization includes an inspection plan that covers critical components, verifies discharge performance, and checks for physical damage caused by routine operations.
Teams should review maintenance practices in several layers. First, they must ensure correct visual inspections of pipework, valves, nozzles, and agent cylinders. Next, they should confirm that tests and servicing follow the right intervals and that records remain easy to audit. Finally, they must address how the plant handles access restrictions and isolations during production.
Because Australia has a range of industrial sites, Kord Fire Protection supports a practical approach: aligning service work with the realities of shift patterns, plant access, and operational priority. This helps prevent “test day” from turning into “why is the line down” day.
When facilities treat maintenance as a living process rather than an annual checkbox, industrial fire suppression systems remain reliable under real conditions, not just during occasional demonstrations.
Testing should support uptime, not sabotage it
The smartest maintenance plans account for shift handovers, permit requirements, access windows, and the plain fact that production teams do not enjoy surprise interruptions. A practical testing strategy keeps safety strong without making operations feel like they are being punished for existing.
6. Compliance and documentation: keep audits calm and boring
Fire protection rarely escapes compliance checks. However, the goal should not be to survive an audit with frantic binder searches. Instead, facilities should keep documentation accurate, consistent, and connected to actual conditions on the ground.
Optimization includes maintaining updated system schematics, hazard classifications, commissioning reports, test records, and any changes made during plant upgrades. When equipment moves or process lines expand, the fire strategy should evolve too. Consequently, the documentation should show what changed, why it changed, and how the fire protection response remains effective.
Additionally, training and emergency procedures must match the system design. Staff should know what alarms mean, how to react during discharge events, and who controls shutdown actions. When training matches the hardware, response becomes faster and less stressful.
If an auditor asks questions, a facility should answer like it has rehearsed. In other words: calm, prepared, and slightly less chaotic than a movie set on a budget.
7. How Kord Fire Protection becomes a vital partner
Optimization works best when one party can connect design intent, operational reality, and ongoing service. Kord Fire Protection can support industrial sites in Australia by helping facilities plan system performance around hazards, verify readiness through practical testing, and maintain documentation that matches what the plant actually looks like. Therefore, manufacturers gain fewer surprises and stronger confidence that industrial fire suppression systems will perform when conditions shift.
Moreover, Kord Fire Protection can assist across multiple facets of facilities, including areas that mix industrial, commercial, and retail risks within the same site footprint. This matters because a plant rarely fits neatly into a single risk category. The service approach can treat the site as a connected system of risks, not separate islands.
In short, Kord Fire Protection helps plants move from “installed” to “optimized,” which is the difference between safety as a product and safety as a capability. For readers wanting more context on system planning and readiness, Kord also covers related topics like fire detection and suppression systems and industrial chemical fire suppression, which fit naturally into the broader conversation.
FAQ
Conclusion
Industrial manufacturing plants thrive when fire protection adapts to real hazards, real layouts, and real change. By optimizing detection, zoning, agent selection, and maintenance routines, facilities reduce downtime and protect people with confidence.
Kord Fire Protection supports Australian sites with practical service, dependable testing, and documentation that stays aligned with the plant. Reach out to Kord Fire Protection to build a safer, calmer fire readiness program for your facility today.

Join Our Newsletter!
Get the latest fire safety tips delivered straight to your inbox From our Newsletter.